どうも、のなめです。
試験勉強等々でだいぶ放置気味となっていましたが、少しずつ書いていこうかなと思います。
今回は機械設計者なら図面を描いていると切っても切り離せない『寸法公差』についてです。
『寸法公差なんて知ってるよ!』という人も今一度読んでみると振り返りができてよいでしょう。
寸法とは
まずは基準となる『寸法』について。
『寸法』は当たり前かもしれませんが「物体の長さ」や「間隔」「距離」になります。スケールやノギスなどの計測器で測ることで寸法値を数値として出すことができますね。
図面上では、形状(形態)のあるところに寸法値を設定することになりますが、”漏れなく、ダブりなく”記載することが必要になります。
寸法が漏れていると、加工者にとってどのような形状にすればよいか分からなくなります。問い合わせ等も増え製品が出来上がるまで時間がかかってしまいますね。
ダブリも図面上いけませんが、個人的には漏れがあるよりかは「マシかな?」と考えています。(が、ルールとしてはダメですね。。。)
また、寸法値が違っているとほかの部品と干渉したり、組み付かなかったり、部品によっては見栄えが悪くなったりと悪いことがたくさんあります。注意してね。
±0(プラスマイナスゼロ)での加工
加工屋さん!
ここの形状を50ちょうどで加工してください!
ちょうど!?
50ちょうどなんて無理なお願いしないでよ!
えええ!?
50ちょうどに加工できないんですか・・・
”ちょうど”は無理なんですよね。
寸法が記載された図面をもとに加工者は加工をしますが、どんなに精度がよい工作機械で加工しても寸法値ちょうどに加工することはできません。(熟練の職人さんが手作業でやっても無理です)
(たとえると、「50.0000・・・(ずっとゼロ)」にすることは不可能!)
「50ちょうどにしてよ!」と設計者が頼み込んだとしても、加工者からすると「無理!」と突き返されてしまいます。
そんなときどうすればよいかというのは、次の記載する『許容差』が必要になってきます。
許容差を持たせる
『許容差』とは、「基準となる寸法値からどれだけ差がでても(外れても)許されるか」という意味になります。
例えば、
寸法は50だけど、「どれだけ外れても良いか」か~。
ほかの部品と組み合わせるときや機能性から考えると、
上限は+0.5までで下限は-0.2までなら良いな。
このように上限の許容差と下限の許容差を確認する必要があります。この「上限の許容差」と「下限の許容差」の差を『公差』と言い、上記の例ですと『49.8~50.5までなら問題ない』ということになります。
どういうところに気を付けるかを↓のPointに書いておきます!
・ほかの部品と干渉、組立不良にならないか
・近くにほかの加工・形状がないか → ねじ穴が近くて変形してしまう等
・組立工具、作業に影響しないか等
※熱を持つ製品があると熱膨張も考慮してあげたほうが良いでしょう。
※『はめあい』については別記事で書こうと思います。
寸法公差はどこに入れるの?
許容差を確認するのは良いんだけど、
形状も複雑で、寸法もいっぱいあるから
一つ一つ許容差を確認するのは大変。。。
図面に記載した寸法すべてに寸法公差は必要になってきますが、すべてに記載するのはとても大変ですし、図面の見栄えも悪くなってしまいます。そして場所によっては、寸法精度を気にしなくてもよい場所もあると思います。
そんなとき、許容差を厳しくしたい部分は寸法の横に寸法公差を記入し、それ以外の『ある程度公差は気にしなくて良いかな?』という寸法については、JIS (日本産業規格)で制定されている『普通公差』(JIS B 0405)があるのでそれを利用します。
『普通公差』を利用する場合は、寸法の横に寸法公差を記入しなくてよいです。(JIS0405以外の普通公差を適用する場合も同様)
いきなり登場してきた『普通公差』については次に紹介します。
普通公差とは?
『普通公差』は、「基準寸法の区分」と「4つの公差等級」によって公差が指示されています。企業ごとや個人ごとで取り決めせず、一律で決めておくことで、だれでも「どの公差になるか」わかることになります。
「基準寸法の区分」は「0.5mm以上3mm以下」「3mmを超え6mm以下」・・・「1000mmを超え2000mm以下」「2000mmを超え4000以下」と間隔(区分)ごとに区分けがあります。
また「4つの公差等級」は下記のように「精級:f」「中級:m」「粗級:c」「極粗級:v」があります。記号部分で公差等級を表すこともあるので忘れずに。
ちなみに、記号は精級から極粗級の英語の頭文字をとっています。それぞれの「級と記号の関係」について機械プラント製図の学科試験や、機械設計技術者試験でもたまに出題されるので覚えておきましょう!

また『普通公差』は『一般公差』とも呼ばれます。覚えておきましょう。
長さ寸法
長さ寸法について「面取部分を除く長さ寸法」と「面取部分の長さ寸法」、「角度寸法」に分かれています。
面取部分を除く長さ寸法
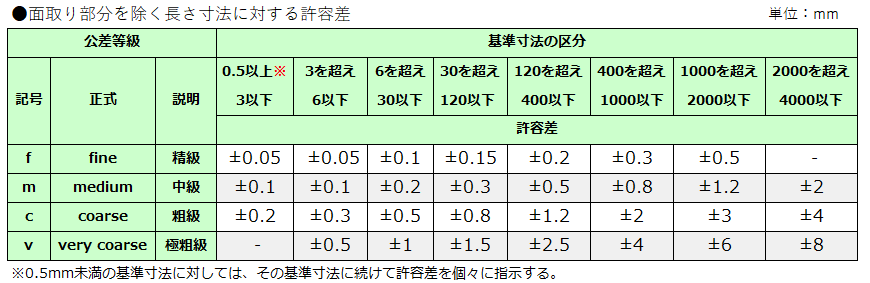
「面取部分を除く長さ寸法」は0.5mm以上から4000mm以下まで公差が定められています。
0.5mm未満や4000mm以上については取り決めがありませんので、個別に指示する必要があります。
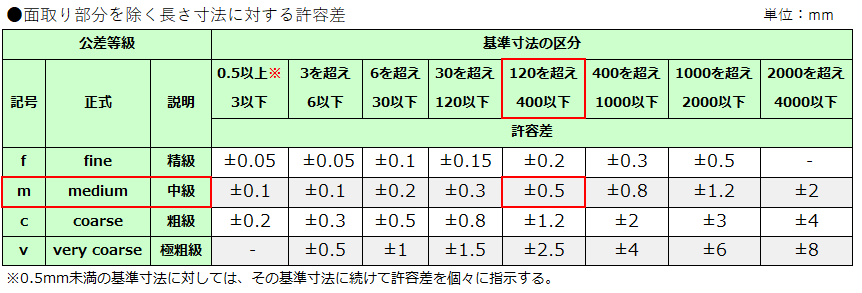
下記の図は、精度は『中級』、寸法が『120を超え400以下』のときの例になります。『中級』と『120を超え400以下』が公差するところがその寸法の『普通公差』になります。
この場合は『±0.5』になりますね!
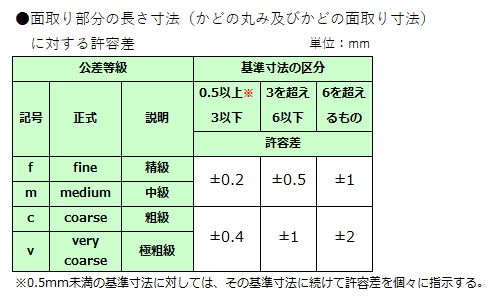
面取部分(かどの丸みや面取について)
面取部分の普通公差は下記になります。ここでも0.5mm未満は個々で公差を指示する必要があります。
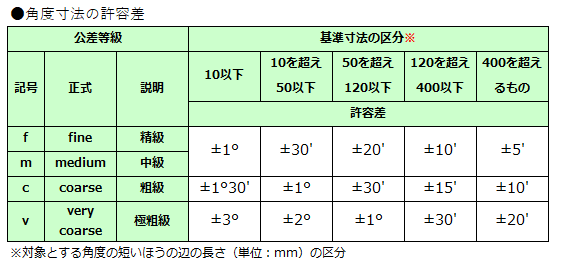
角度寸法
角度寸法は下記になります。当然にはなりますが、普通公差は『°(度)』で表記され、それ以下あ『'(分)ぶ』で表記されます。寸法区分が大きくなるほど、普通公差が小さくなっていますが、寸法が大きくなるほど、同じ角度でもずれ量が大きくなるためです。
また『線、または表面の線分の姿勢だけを規制しており、形状偏差は規制していない』ので注意が必要です。
線や表面に歪みがあっても歪み部分については無視しますが、必要に応じて幾何公差で規制することがポイントとなってきます。注意してね。
図面への適用方法
普通公差について図面に適用したいけど、どうすればよいか。
普通公差を図面に適用する場合、図面上に何も記載しないと原則適用されません。
下記2点を図面の表題欄の中や、表題欄付近に指示することで適用されます。
- JIS B 0405
- この規格による公差等級
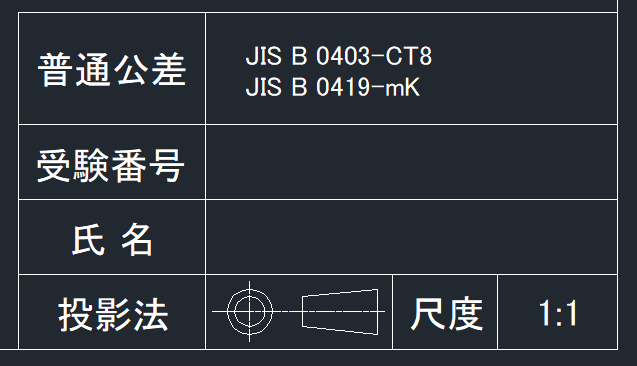
下図は機械プラント製図技能検定でよくみる表題欄ですが、下記のように、表題欄に記載したり、
表題欄付近に記載します。
下図は幾何公差の規格、等級も含まれているので、『JIS B 0419-mK』となっていますが、普通寸法公差のみ適用する場合は、『JIS B 0405-m』(‘規格の番号’ – ‘等級’)のように記載すればOKです!
採否について
最後に紹介したいのは『採否』についてです。文字の通り『採用するか、しないか』ということ。
加工メーカにて部品を製作してもらって納品(受け入れ)をする際に寸法を測りますが、そのときに上限もしくは下限許容差から外れるケースが稀にあります。
個別に公差を設定した寸法ならば、公差内に収めてもらいたい寸法なので、採用しなくても良いでしょう。しかし、普通公差を設定した寸法で寸法外れとなった場合、部品・製品として機能を損なわれない場合、不採用としてはいけません。(特別に明示している場合は除く)
もし寸法が外れた場合は、外れた度合い(数値)を確認し、部品・製品として問題ないか確認することが重要となります。問題なければそのままでもよいですが、図面と現品の整合性をとるために図面を改定するほうが良いでしょう。
さいごに
『寸法公差』や『許容差』について記載しましたがいかがでしたでしょうか?
ある程度製図を知っている人からすると良い振り返りになると思いますし、製図始めたばかりの人だと理解が深まったかなと思います!次回は普通幾何公差かな?